- +27 67 111 3159
- +27 67 755 5527
- sales@conveyorsupplies.co.za
- South Africa | Africa
This hub brings together PU belting, PVC belting, and Modular belting so you can compare performance, maintenance reality, and application fit in one place. Conveyor Supplies Africa supports operations that care about predictable uptime, practical cleaning routines, and spares that actually match what you run.
The goal is straightforward: reduce stoppages caused by slip, drift, tracking problems, damaged edges, poor transfers, and the classic “it worked on paper” mistake. We supply belt solutions, accessories, and the system thinking around them, including custom manufacturing where your conveyor geometry or duty cycle needs more than an off-the-shelf compromise.
This hub mirrors the child pages, so you can go deep when you are ready: PU Belt, PVC Belt, and Modular Belt. Use the hub to get orientation, then use the child page to specify accurately.
Conveyor belts are not a single “one size fits all” product category. Performance is tied to conveyor geometry, product behaviour, the cleaning routine, and the maintenance capability on site. This page is written to keep selection practical: what type of belt works best, what surfaces and fabrication options matter, and what questions prevent mistakes before you buy.
For neutral background definitions, see conveyor belt and material handling. Then come back here for the operational detail: belt behaviour through transfers, inclines, curves, wet zones, hygiene zones, and long shift patterns where small problems compound fast.
Practical rule: repeated failures are often blamed on “the belt”, but the root cause is commonly transfer geometry, alignment, tensioning behaviour, or a surface choice that does not fit the environment. This hub is structured to reduce those repeat cycles.
There is no “best” option. There is only the best match for conveyor behaviour, product stability, environment, and maintenance reality. The three categories below cover most operations that need stable conveying without constant intervention.
PU belting is commonly selected where cleanability, consistent surface behaviour, and controlled handling are priorities. It is frequently used for hygiene-focused environments, inspection zones, and controlled-flow conveying where the surface needs to behave predictably. Explore surfaces and fabrication features on the child page: PU Belt.
The operational win is consistency. The operational risk is incorrect traction, poor transfers, or missing fabrication requirements. If a belt is easy to clean but slips on an incline, it is not a solution. Incline angle, product contact, cleaning method, and transfer detail must be part of the scope.
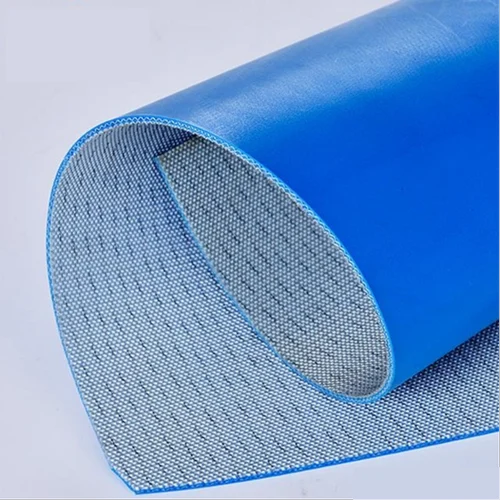
PVC belting is a broad industrial workhorse used across packaging lines, warehousing flow, logistics handling, and general conveying where durability and value matter. Surface options (smooth, rough top, diamond patterns and more) make it adaptable, but also easier to specify incorrectly if the environment is ignored. For deeper guidance, see: PVC Belt.
The most common failure pattern is repeat drift or edge wear caused by alignment and transfer geometry. The belt gets replaced and the same behaviour returns. A proper scope fixes the cause: pulley condition, tensioning, tracking support, and transfers that reduce snagging and impact.
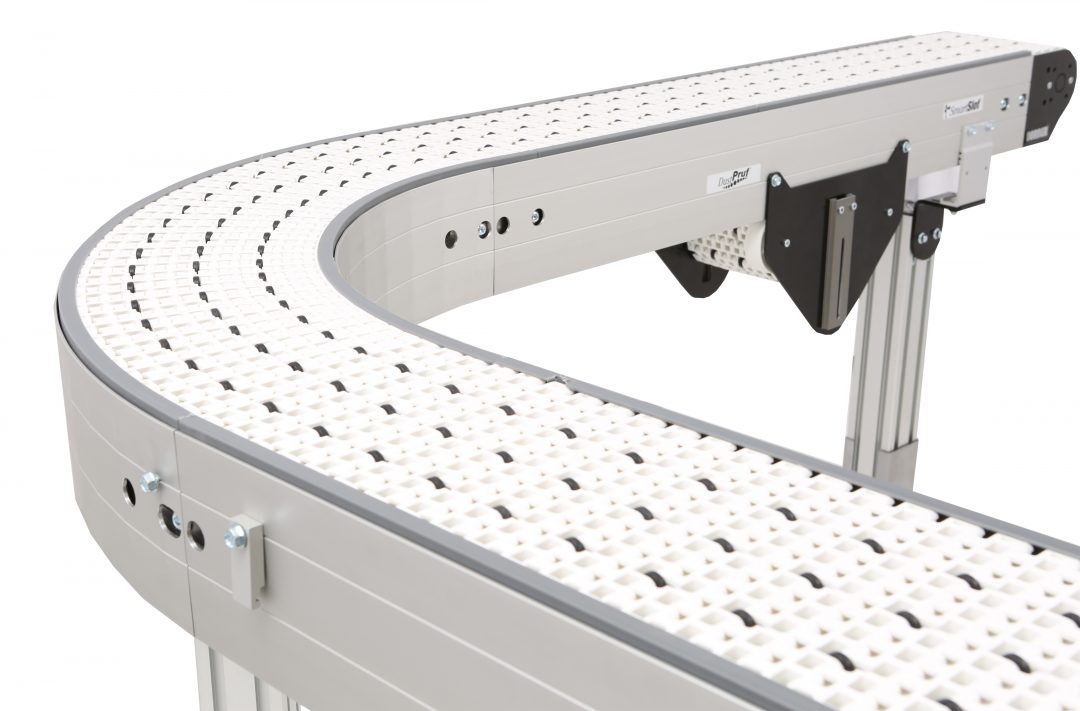
Modular belting is often chosen when maintenance predictability matters more than “replace an entire belt surface when it fails.” Modular systems use interlocking modules, enabling section repairs and structured spares. It is also a strong option for curves and direction changes when guiding and sprockets are specified correctly. Explore options on: Modular Belt.
The operational win is faster repairs and a more predictable spare strategy. The main risk is compatibility: pitch, sprockets, guides, and wear surfaces must match the conveyor design.
Summary: selection is a trade-off between cleanability, traction, geometry, and maintenance strategy. The child pages exist so you can specify accurately.
The smartest way to specify a conveyor belt is to break the decision into the things that change performance: product behaviour, traction needs, environment, conveyor support style, and transfer points. When those are defined, the rest becomes predictable.
To quote accurately, send the details that drive performance: belt width, loop length (or centre distance), the smallest pulley diameter, conveyor speed, product type, and photos of transfer points. If the line includes an incline, include the incline angle and whether product slip is a known problem.
If you have a recurring issue, describe it directly: slip on an incline, drift to one side, edge wear, product snagging at a transfer, or inconsistent flow. Those symptoms usually point to a known set of fixes. Good outcomes come from disciplined inputs, not guesswork.
These images are pulled from CSA child pages so they render reliably in WordPress. They also reinforce the three main belt families covered here. Only one image ALT on this page contains the focus keyword.

Images help with orientation, but the best results come from specifying the conditions that drive performance. If you are stuck between two options, describe the problem you are solving: better traction, better cleanability, faster section repairs, fewer tracking interventions, or improved transfer behaviour. Each of those points to a different surface choice and fabrication approach.
Most belt problems follow repeat patterns: product slips because traction is wrong, drift happens because alignment or tracking support is wrong, edge wear appears because guides and transfers are wrong, and premature wear happens because the environment is not reflected in the specification. This section covers the decision points that keep a line stable over long shifts.
Transfers are where surfaces get punished. If the gap is too large, product snags or drops and impacts the belt. If the transfer is poorly aligned, product catches and pulls the belt sideways. If there is no proper support under the belt at the transfer, the belt flexes and fatigues. If you replace the belt without correcting transfers, the failure pattern often returns.
When you request a quote, include photos of transfers and note the direction of travel. If the conveyor uses nose bars, small pulleys, or tight transfers, that affects belt choice immediately. A belt performs only when the conveyor geometry supports it.
Traction fixes slip, but traction also changes cleaning effort and wear patterns. Deep textures can trap residue. Aggressive grip can increase friction and drag. Smooth surfaces can be easy to clean but may slip when moisture or oils are present. The right surface is the least aggressive option that still achieves control, based on the product and the environment.
This is where the child pages help: PU belting offers hygiene-focused surfaces and visibility options, PVC belting offers versatile industrial surfaces and backings, and Modular belting offers module styles aligned to drainage, support, and maintenance strategy.
A belt running on a slider bed behaves differently from a belt running on roller supports. Slider beds can increase friction and heat if the backing is not chosen correctly. Roller supports can reduce friction but require correct spacing and alignment to avoid bounce and tracking issues. Confirm the support style in your scope because it influences drag, motor load, and belt life.
Fabrication is where reliability is built. Cleats prevent rollback on inclines and keep spacing consistent. Guides reduce drift in demanding layouts. Sidewalls improve containment and reduce spill zones that become daily cleaning problems. Splicing choices determine whether the belt runs smoothly or introduces a repeating bump that affects tracking and product stability.
If you have replaced a belt and watched the same issue reappear, fabrication and conveyor geometry are the first suspects. A belt can be excellent, but if it is not guided correctly, or if the transfer point is wrong, it will still fail early. That is not bad luck. That is incomplete specification.
Maintenance wins are usually simple: inspect tracking patterns, check pulley condition, verify tensioning behaviour, and correct small alignment issues before they become edge wear. Also stock the consumables that stop the line: spare belt sections or planned replacement lengths (depending on belt type), plus compatible accessories aligned to your installed system.
If you run modular systems, the spare strategy usually includes compatible modules, pins, and sprockets. If you run continuous belts like PU belting or PVC belting, spares often include an emergency belt or a planned replacement schedule, plus fastening or splicing options aligned to downtime windows. The goal is predictable repairs, not improvisation.
If your team is also managing broader conveyor reliability, align your belt plan to the rest of the system: Parts & Spares, Services, and Conveyor Systems. Uptime improves fastest when scope is aligned.
If the problem is “the belt keeps drifting”, the fix is rarely “tighten it more”. That approach often accelerates wear and hides the real issue. Correct behaviour comes from alignment, correct support, correct transfers, and suitable guiding.
Cross-border operations and multi-site maintenance plans benefit from one thing: consistency. When belt specifications vary wildly between sites, spares become unpredictable and repairs slow down. When specs are standardised where practical, maintenance becomes repeatable. That is why this hub emphasises disciplined inputs and clean selection paths.
If you supply multiple regions, use Countries to align supply planning and keep baseline standards across sites. If application conditions vary by sector, use Industries to map belt choices to cleaning routines, throughput demands, and handling constraints.
Standardise belt families where practical, keep fabrication rules consistent, and reduce the number of unique spares that must be stocked. This improves response time and reduces procurement errors.
A clear scope prevents “quote confusion”. The more precise the inputs, the faster pricing can be aligned to what you actually need.
The cheapest belt is not the cheapest outcome. The best outcome is predictable uptime, manageable cleaning time, and repairs that do not require improvisation.
Plenty of suppliers can sell belt by the metre. Fewer can help you specify Belting so it tracks, carries, cleans, and survives your real duty cycle. Conveyor Supplies Africa focuses on practical outcomes: stable flow, reduced stoppages, and belt scopes that match the system, not just the invoice line item.
We also support custom manufacturing where the conveyor layout, footprint constraints, or duty cycle requires a purpose-built approach. The belt performs best when the conveyor, guiding, transfers, and wear surfaces are aligned.
It covers selection across PU belting, PVC belting, and Modular belting, including surface and traction decisions, fabrication options, transfer considerations, and maintenance planning.
Choose PU belting when controlled handling, cleaning-focused routines, and consistent surface behaviour are priorities. Final selection depends on traction, transfers, and fabrication needs. Use PU Belt for detailed options.
Choose PVC belting for industrial conveying, packaging flow, and general handling where durability and value are key. Performance depends on matching surface/backing to the environment and support style. Use PVC Belt for detailed options.
Choose Modular belting when predictable maintenance and section repairs matter, and for layouts that suit modular design such as certain curves. Compatibility with sprockets, guides, and wear surfaces is essential. Use Modular Belt for detailed options.
Provide belt width, loop length (or centre distance), smallest pulley diameter, conveyor speed, product type, and photos/video of transfer points. Add environment notes (wet, oils, temperature, cleaning method) and whether there are inclines or curves.
Drift and edge wear are commonly caused by alignment issues, worn pulleys, poor tensioning behaviour, guide setup, or transfer geometry. Replacing the belt without correcting those causes often repeats the same failure pattern.